Industrial fluid handling requires precision, reliability, and efficiency, making the lobe pump an indispensable component in countless manufacturing and processing operations. These sophisticated mechanical devices have revolutionized how industries manage the transfer of viscous fluids, slurries, and sensitive materials across diverse sectors ranging from food processing to chemical manufacturing.
The Engineering Excellence Behind Lobe Pump Design
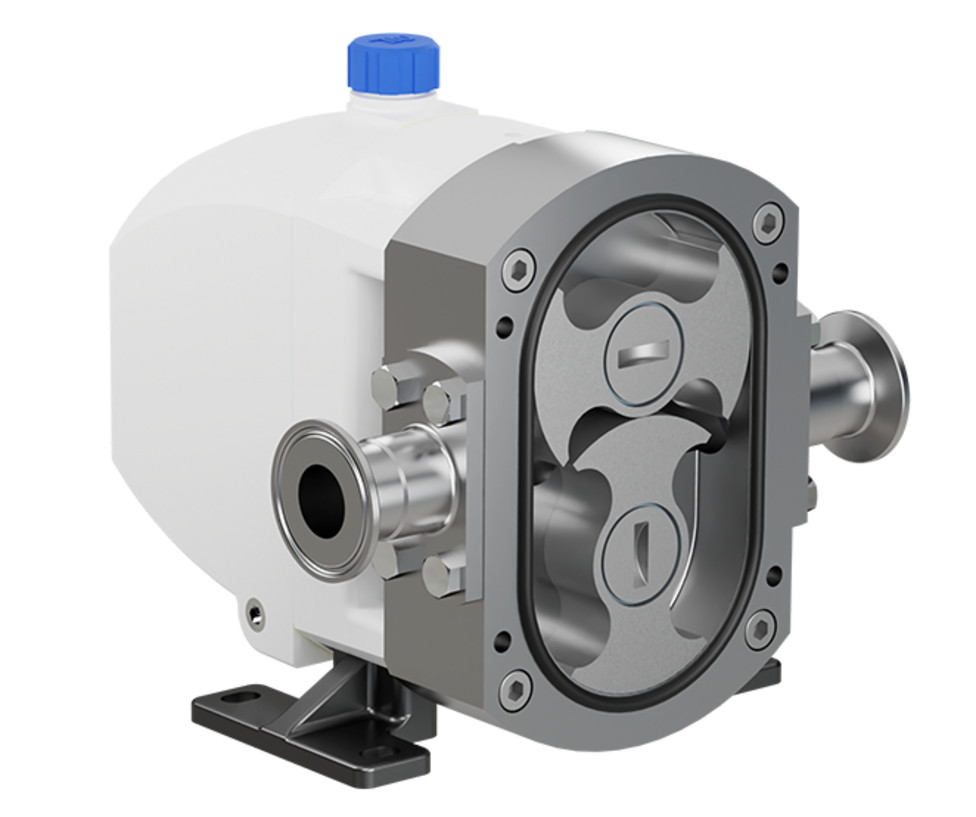
The fundamental principle governing lobe pump operation centers on positive displacement mechanics, where two or more intermeshing rotors create sealed chambers that move fluid from the inlet to the discharge port. Unlike centrifugal pumps that rely on kinetic energy, a lobe pump generates consistent flow rates regardless of system pressure variations, making it particularly valuable for applications requiring precise volumetric control.
The rotor configuration distinguishes different lobe pump variants, with bi-lobe, tri-lobe, and multi-lobe designs each offering unique advantages. Bi-lobe configurations provide smooth operation with minimal pulsation, while tri-lobe systems deliver higher flow rates with reduced pressure fluctuations. The precision machining of these rotors ensures tight clearances that prevent backflow while maintaining operational efficiency across extended service periods.
Material Selection and Construction Standards
Modern lobe pump construction incorporates advanced materials engineered to withstand demanding operational environments. Stainless steel variants dominate food-grade applications, offering corrosion resistance and meeting strict sanitary standards. Cast iron models serve heavy-duty industrial applications where durability and cost-effectiveness are paramount considerations.
The selection of appropriate elastomer materials for seals and gaskets significantly impacts pump performance and longevity. EPDM, Viton, and Buna-N compounds each provide specific chemical compatibility characteristics, enabling lobe pump deployment across diverse fluid handling scenarios. Temperature resistance, chemical inertness, and mechanical properties guide material selection processes to ensure optimal performance under specific operating conditions.
Operational Advantages in Industrial Applications
The inherent design characteristics of a lobe pump deliver numerous operational benefits that justify its widespread adoption across industrial sectors. Self-priming capabilities eliminate the need for external priming systems, reducing installation complexity and operational overhead. The ability to handle viscous fluids up to 1,000,000 centipoise makes these pumps ideal for applications involving heavy oils, adhesives, and polymer solutions.
Flow rate consistency represents another critical advantage, as lobe pump output remains stable across varying system pressures. This characteristic proves invaluable in applications requiring precise metering or consistent product quality. The reversible operation feature enables system flexibility, allowing flow direction changes without mechanical modifications.
Food and Beverage Industry Applications
The food processing industry relies heavily on lobe pump technology for handling sensitive products that require gentle treatment and sanitary conditions. Dairy operations utilize these pumps for transferring cream, yogurt, and cheese products without compromising texture or quality. The shear-sensitive nature of many food products makes the non-destructive pumping action of lobe pumps essential for maintaining product integrity.
Hygienic design standards, including CIP (Clean-in-Place) compatibility, enable thorough cleaning between production runs. The smooth internal surfaces and removable components facilitate comprehensive sanitation procedures that meet FDA and USDA requirements. This capability proves crucial in preventing cross-contamination and ensuring consumer safety.
Chemical and Petrochemical Sector Utilization
Chemical processing facilities depend on lobe pump reliability for handling corrosive and hazardous materials. The sealed construction prevents environmental contamination while protecting operators from exposure to dangerous substances. Chemical compatibility extends to acids, bases, solvents, and specialized compounds that would damage conventional pumping equipment.
Petrochemical applications encompass fuel additive transfer, polymer processing, and crude oil handling. The ability to maintain consistent flow rates during viscosity changes makes lobe pumps particularly valuable for temperature-sensitive processes. Explosion-proof motor configurations enable safe operation in classified hazardous locations.
Pharmaceutical and Biotechnology Integration
Pharmaceutical manufacturing demands the highest standards of cleanliness and precision, requirements that lobe pump technology readily satisfies. The validation-friendly design facilitates regulatory compliance while ensuring product purity throughout the manufacturing process. Sterile operation capabilities support aseptic processing requirements essential for injectable medications and biological products.
The gentle pumping action preserves delicate pharmaceutical formulations, preventing degradation that could compromise therapeutic efficacy. Documentation and traceability features support Good Manufacturing Practice (GMP) compliance, essential for pharmaceutical operations.
Maintenance Considerations and Operational Longevity
Proper maintenance protocols significantly extend lobe pump service life while maintaining optimal performance characteristics. Regular inspection of rotor clearances, seal integrity, and bearing conditions prevents premature failure and ensures consistent operation. The modular design of many lobe pump systems simplifies maintenance procedures and reduces downtime during service intervals.
Predictive maintenance technologies, including vibration analysis and thermal monitoring, enable proactive maintenance scheduling that prevents unexpected failures. These approaches optimize operational efficiency while minimizing maintenance costs over the pump’s operational lifetime.
Future Developments and Technological Advancement
Ongoing research continues to enhance lobe pump capabilities through improved materials, advanced manufacturing techniques, and intelligent control systems. Digital integration enables remote monitoring and predictive analytics that optimize performance while reducing operational costs. These technological advances position the lobe pump as an increasingly sophisticated solution for modern industrial fluid handling challenges.
The evolution of lobe pump technology reflects the broader trend toward intelligent, efficient, and environmentally responsible industrial equipment that meets the demanding requirements of contemporary manufacturing operations.